
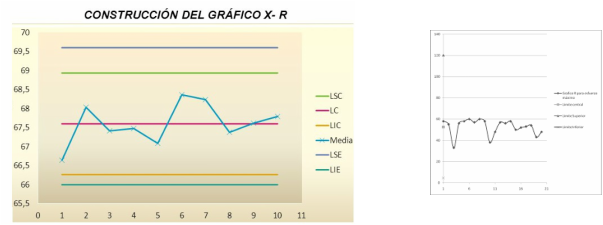
GRÁFICO X-R
Ahora es el momento de
explicar en primer lugar el grafico X-R, este gráfico lo empleamos para conocer
la asignación de tiempo del rango y la
media, ya que estos reconocibles de lo que es nuestro valor medio (central) y
lo que viene siendo la dispersión de las unidades de cada una de nuestros
ejemplares separada. Lo que viene siendo las estimaciones pueden que varíen de algún
ejemplar a otro ejemplar dentro de lo que es la inspección, con esto es lo único
que nos importa es conocer, son las fronteras que pueden que varíen de
mencionadas pruebas, ya que para esto mismo ya que recalcar que el proceso debe
encontrarse de lo que control estadístico, ya que esto lo aplica cuando no hay
o se encuentran consecuencias particulares que puedan alterar nuestro proceso
analizado.
Para poder llevar acabo la elaboración de esta Gráfica X-R, debemos tener ya a la mano lo que sería una recolección de datos (esta la tuvimos q haber elaborado antes de iniciar la gráfica), ya que tal recolección no mostrara la cantidad de muestras, otro dato que nos indicará será la repetición con lo que debemos tomar y por ultimo nos indicara cuantas unidades son indispensables para conseguir alguna importancia en nuestro análisis empleado.
Ahora bien explicare los pasos que debemos seguir para llevar a cabo la elaboración de esta gráfica X-R, consta de 5 etapas:
a).-Estableceremos cual deber ser la particularidad de Calidad
b).- Seleccionaremos la magnitud de la sub-agrupación
c).- Posteriormente tenemos que juntar toda la información indispensable para su elaboración (datos).
d).-Determinar lo que será el eje medio de prueba y las fronteras que establecerán el control.
e).- Fijaremos el eje medio comprobado y las fronteras de control.
a).-Estableceremos cual deber ser la particularidad de Calidad.- la variante que escogimos para dibujar en esta grafica X-R debemos tener en cuenta que debe ser una particularidad dentro de Calidad y cuantificable.
b).- Seleccionaremos la magnitud de la sub-agrupación.- Nuestra magnitud de la sub-agrupación debemos tener estas características:
1.- En el momento que nuestro sub-agrupación vaya aumentando esta grafica se acerca hacia una repartición de tipo normal para lo que se nos facilitara identificar las alteraciones que se presenten.
2.- Si se encentra aumentando la cantidad de la sub-agrupación, por consiguiente deberá aumentar el valor de la supervisión.
c).- Posteriormente tenemos que juntar toda la información indispensable para su elaboración (datos).- Para este paso debemos tener en cuenta que requerimos una especie de tabla para llevar acabo la obtención de nuestros datos que vamos a utilizar, para ello tenemos que elaborar una tabla acorde a lo que estamos realizando.
d).-Determinar lo que será el eje medio de prueba y las fronteras que establecerán el control.- Ya que tenemos lo que son las cantidades de las fronteras de nuestro control estadístico debemos trasladarlos a los que son las líneas que corresponden a la gráfica X-R .
Ya por ultimo quiero mencionar los propósitos de utiliza esta gráfica X-R, y solo considero dos aspectos que son: nos sirve para determinar amplitud de nuestro proceso y la más importante que la aumentar la calidad en nuestro producto o proceso productivo.
1.-Nos sirve para determinar amplitud de nuestro proceso.- Ya que amplitud de cualquier proceso que elijamos se consigue posteriormente de implementar un buen mejoramiento dentro de lo que es Calidad.
2.-Aumentar la calidad en nuestro producto o proceso productivo.- Ya que como ingenieros industriales sabemos que la calidad en cualquier de nuestros productos que elaboremos es indispensable, esta gráfica nos ayudara en ocasiones en sacarnos de apuros, para tener una buena calidad.
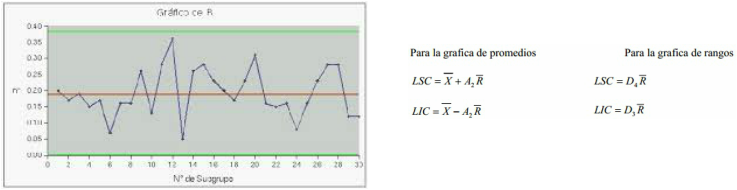
A continuación presentó un ejemplo y las formulas correspondientes para la elaboración de la gráfica.
Para poder llevar acabo la elaboración de esta Gráfica X-R, debemos tener ya a la mano lo que sería una recolección de datos (esta la tuvimos q haber elaborado antes de iniciar la gráfica), ya que tal recolección no mostrara la cantidad de muestras, otro dato que nos indicará será la repetición con lo que debemos tomar y por ultimo nos indicara cuantas unidades son indispensables para conseguir alguna importancia en nuestro análisis empleado.
Ahora bien explicare los pasos que debemos seguir para llevar a cabo la elaboración de esta gráfica X-R, consta de 5 etapas:
a).-Estableceremos cual deber ser la particularidad de Calidad
b).- Seleccionaremos la magnitud de la sub-agrupación
c).- Posteriormente tenemos que juntar toda la información indispensable para su elaboración (datos).
d).-Determinar lo que será el eje medio de prueba y las fronteras que establecerán el control.
e).- Fijaremos el eje medio comprobado y las fronteras de control.
a).-Estableceremos cual deber ser la particularidad de Calidad.- la variante que escogimos para dibujar en esta grafica X-R debemos tener en cuenta que debe ser una particularidad dentro de Calidad y cuantificable.
b).- Seleccionaremos la magnitud de la sub-agrupación.- Nuestra magnitud de la sub-agrupación debemos tener estas características:
1.- En el momento que nuestro sub-agrupación vaya aumentando esta grafica se acerca hacia una repartición de tipo normal para lo que se nos facilitara identificar las alteraciones que se presenten.
2.- Si se encentra aumentando la cantidad de la sub-agrupación, por consiguiente deberá aumentar el valor de la supervisión.
c).- Posteriormente tenemos que juntar toda la información indispensable para su elaboración (datos).- Para este paso debemos tener en cuenta que requerimos una especie de tabla para llevar acabo la obtención de nuestros datos que vamos a utilizar, para ello tenemos que elaborar una tabla acorde a lo que estamos realizando.
d).-Determinar lo que será el eje medio de prueba y las fronteras que establecerán el control.- Ya que tenemos lo que son las cantidades de las fronteras de nuestro control estadístico debemos trasladarlos a los que son las líneas que corresponden a la gráfica X-R .
Ya por ultimo quiero mencionar los propósitos de utiliza esta gráfica X-R, y solo considero dos aspectos que son: nos sirve para determinar amplitud de nuestro proceso y la más importante que la aumentar la calidad en nuestro producto o proceso productivo.
1.-Nos sirve para determinar amplitud de nuestro proceso.- Ya que amplitud de cualquier proceso que elijamos se consigue posteriormente de implementar un buen mejoramiento dentro de lo que es Calidad.
2.-Aumentar la calidad en nuestro producto o proceso productivo.- Ya que como ingenieros industriales sabemos que la calidad en cualquier de nuestros productos que elaboremos es indispensable, esta gráfica nos ayudara en ocasiones en sacarnos de apuros, para tener una buena calidad.
A continuación presentó un ejemplo y las formulas correspondientes para la elaboración de la gráfica.
OPINIÓN:
Mi aprendizaje en este tema fue lo que viene siendo las estimaciones pueden que varíen de algún ejemplar a otro ejemplar dentro de lo que es la inspección, con esto es lo único que nos importa es conocer, son las fronteras que pueden que varíen de mencionadas pruebas, ya que para esto mismo ya que recalcar que el proceso debe encontrarse de lo que control estadístico, ya que esto lo aplica cuando no hay o se encuentran consecuencias particulares que puedan alterar nuestro proceso analizado ya que tal recolección no mostrara la cantidad de muestras, otro dato que nos indicará será la repetición con lo que debemos tomar y por ultimo nos indicara cuantas unidades son indispensables para conseguir alguna importancia en nuestro análisis empleado.
Bibliografía
Título: Calidad Total y Productiva
Autores: Humberto Gutiérrez Pulido
Editorial: McGraw Hill
Edición: Segunda
No. de Páginas: 421
Mi aprendizaje en este tema fue lo que viene siendo las estimaciones pueden que varíen de algún ejemplar a otro ejemplar dentro de lo que es la inspección, con esto es lo único que nos importa es conocer, son las fronteras que pueden que varíen de mencionadas pruebas, ya que para esto mismo ya que recalcar que el proceso debe encontrarse de lo que control estadístico, ya que esto lo aplica cuando no hay o se encuentran consecuencias particulares que puedan alterar nuestro proceso analizado ya que tal recolección no mostrara la cantidad de muestras, otro dato que nos indicará será la repetición con lo que debemos tomar y por ultimo nos indicara cuantas unidades son indispensables para conseguir alguna importancia en nuestro análisis empleado.
Bibliografía
Título: Calidad Total y Productiva
Autores: Humberto Gutiérrez Pulido
Editorial: McGraw Hill
Edición: Segunda
No. de Páginas: 421
